公司地址:Walzenweg 60 57072 Siegen-Trupbach GERMANY
电话 : + 49 271 3758-0
传真:+ 49 271 3758-290
电子邮件:office@breitenbach.de
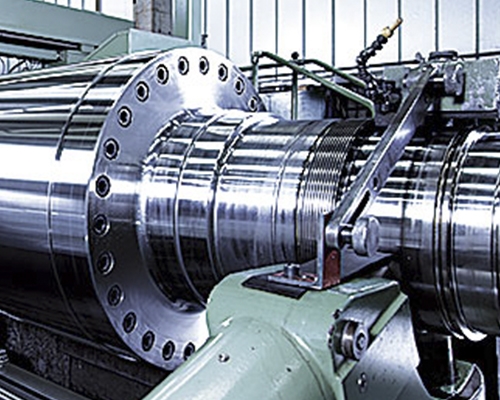
烧纸压花辊的制作过程是一个加工工艺生产过程,压光辊厂家认为,其不仅涉及到到生产工艺层面的高超手艺,并且也要有有关的专业人员,自然还应该有好的生产线设备,这就是我们一般 常说的技术性,高超加工工艺。它在制作过程中必须注意到许多事宜,这种针对烧纸压花辊而言是同样的。下边看来详解。

1.开料:辊体用无缝管,轴用45园钢,端板用Q235钢板,按图纸尺寸空出8毫米加工的剩余量切料。
2.铣削生产加工:铣削生产加工辊体、端板和轴等件的相互配合位置融合面,按H9/f9相互配合精密度生产加工。
3.电焊焊接组成辊身体筋板、两边轴等零件,留意校准两边轴与内防水套管的平行度,只焊轴上的内端板。
4.把组成电焊焊接详细的内套服入辊身体,组成电焊焊接内端板与辊体的相互配合交汇处。
5.把外缘板装在两边轴上,电焊焊接外缘板与轴和辊体的融合面交汇处。
6.对电焊焊接组成的辊毛胚开展退火处理,清除热应力。烧纸压花辊我厂很多生产制造。
7.钢工作辊的一端车平内孔,钻规范管理中心孔。压纹辊技术专业经销商家随时欢迎企业有关人员。
8.铣削生产加工:分粗、镗孔轧棍体的各位置至工程图纸规定规格。辊体的工作中外表粗糙度应不超1.6μm;辊的工作中应对两边轴支撑点面(滚柱轴承安裝位置)轴向颤动允差为0.025毫米;辊体工作台面的同心度为0.036毫米;滚动轴承相互配合圆按k6精密度生产加工。随后架中心架,车内孔,打孔至规格。烧纸压花辊需求方请在线留言。
9.按花纹钢辊的图案设计规定生产加工纹路。随后镀硬铬层,薄厚为0.03~0.05mm。